Why the food grade paper can is the perfect choice for brand packaging?
Consumers care not only about the quality of food products but also about the aesthetics, functionality, and sustainability of their packaging. Food-grade paper cans, as an all-in-one packaging solution that combines practicality with visual appeal, are becoming the preferred choice for snacks, milk powder, floral teas, and more.
Superior Structure of Food-Grade Paper Cans
Our food-grade paper cans feature a multi-layer composite design that balances beauty and functionality:
- Interior Lining: Made with food-grade aluminum foil or food-safe coating, ensuring product safety by blocking oxygen, moisture, and light, thereby extending shelf life.
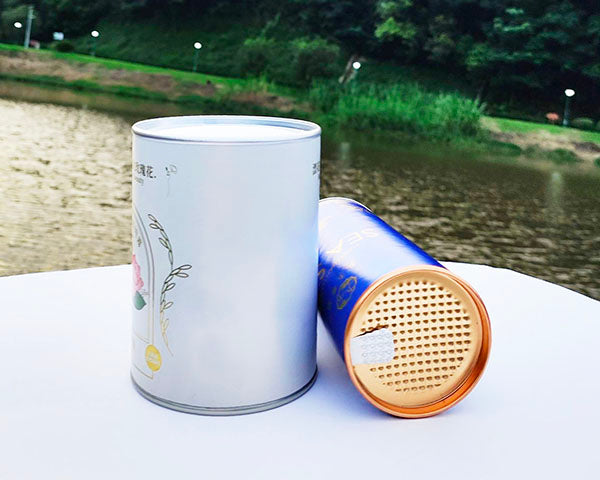
- Reinforced Base: A tinplate bottom enhances structural integrity, preventing deformation during transport and stacking.
- Dual Sealing System: An aluminum foil inner seal provides the first layer of protection, preserving freshness, while an optional plastic dust-proof cap offers convenient resealing.
Versatile Applications
This multi-functional packaging is ideal for various dry food products:
- Snacks: Potato chips, nuts, and crackers stay crispy thanks to the moisture-resistant lining.
- Nutritional Products: Milk powder, protein powder, and supplements remain free from clumping.
- Floral Teas & Beverages: Dried flowers, tea leaves, and herbal blends retain their aroma and quality.
- Gift Market: Elevates premium foods and festive gift sets with a luxurious unboxing experience.
Design & Branding Potential
Food-grade paper cans offer endless creative branding opportunities:
- Full-Coverage Printing: Vibrant graphics, product details, and logos create strong shelf appeal.
- Material Contrast: The combination of a paper body and metal base exudes a premium look.
- Customization: Available in various sizes, shapes, and designs to reinforce brand identity.
Eco-Friendly Advantages
Compared to all-plastic packaging, food-grade paper cans are more sustainable:
- Made from renewable materials, aligning with eco-conscious consumer values.
- The paper component is recyclable, reducing environmental impact.
- Durable construction encourages reuse (e.g., for storage), extending product lifecycle.
Competitive Market Edge
Products packaged in food-grade paper cans stand out with:
- Enhanced perceived value, supporting premium pricing.
- Greater consumer trust in product quality.
- Distinctive shelf presence that captures attention.
- Superior sealing that minimizes waste and costs for businesses.
Food-grade paper cans represent the future of food packaging—delivering safety, functionality, and sustainability without compromising on design. Whether for emerging brands seeking market entry or established companies planning a product upgrade, this packaging solution adds value and helps brands shine in a competitive marketplace. Our packaging partner also produces packaging materials.
Paper cans stand out with their durability, crush-resistance, and premium aesthetics, becoming the packaging solution of choice for food, floral, nutraceutical, e-cigarette, and gift industries. Choosing paper cans doesn't just upgrade your product's perceived value - it fundamentally enhances your brand image.

Core Advantages of Paper Cans
1. Superior Strength & Protection
- Multi-layer composite construction with aluminum foil or food-grade coated lining
- Reinforced tinplate base provides exceptional structural integrity
- Outperforms plastic containers and cardboard boxes in compression resistance
- Ideal for shipping and warehouse stacking with minimal damage risk
2. Advanced Preservation
- Optional aluminum foil seal + dust-proof lid dual protection system
- Blocks oxygen, moisture and UV light effectively
- Keeps contents (snacks, tea, powder products) fresh longer
3. Premium Brand Presentation
- High-definition printing with specialty finishes: foil stamping, UV coating, embossing
- Creates instant shelf appeal with luxury, sophistication and eco-conscious vibes
- 360° branding surface for maximum visual impact
Industry Applications
✔ Food Sector
- Snacks (chips, nuts, cookies) - moisture barrier maintains crispness
- Milk powder & supplements - airtight protection against clumping
- Tea & coffee - light-blocking preservation for optimal freshness
✔ Floral & Gifting
- Dried flowers, scented candles - elevates unboxing experience
- Seasonal/Holiday collections - custom designs boost gifting appeal
✔ E-Cigarette & Nutraceuticals
- Vape cartridges - shock absorption for delicate components
- Capsules/tablets - meets strict food-grade safety standards
Why Leading Brands Choose Paper Cans
💎 Brand Positioning Power
The refined look + metallic accents create instant premium perception at retail, building associations of quality, sustainability and trustworthiness.
💎 Eco-Conscious Appeal
With recyclable materials, paper cans align with global sustainability trends and consumer demand for green packaging solutions.
💎 Customization Potential
Available in multiple sizes, shapes and specialty finishes, they serve as "silent brand ambassadors" that reinforce recognition.
In an era where consumers prioritize aesthetics, quality and sustainability, paper cans deliver on all fronts with their protective, preservative and premium qualities. Whether for F&B, gifts, vaping products or supplements, paper cans add tangible value that converts to market success.
Choosing paper cans means choosing quality - and choosing your brand's future. BEP Packaging produces different kinds of paper tubes, paper cans and round paper boxes.


